Flintstone2020 aims to provide a perspective for the replacement of two important CRMs – tungsten (W) and cobalt (Co) – which are the main constituents for two important classes of hard materials (cemented carbides/WC-Co, and PCD/diamond-Co), by developing innovative alternative solutions for tooling operating under extreme conditions. Fundamental knowledge on mechanical properties and wear of different tools, gained in machining tests and dedicated experiments from WP1 is passed onto the respective WPs. WP2 will experiment on small samples with 3-9 mm Ø for testing the fundamental behavior of new B-X phases and particularly as a feedback for binder matrix improvement.
In WP3 samples (12 mm Ø) will be investigated from individual HPHT runs for characterization and testing to guide high pressure sintering process optimization. The HPHT process and the samples produced are then upscaled to the industrial mass production level in WP4. In WP5, demonstrator cutting tools from full size HPHT synthesis test runs will be prepared via laser cutting and consecutive macro- and microshaping of tool geometry within WP5. In WP6 aspects of environmental benefits in the total life cycle of the superhard materials will be investigated, including health and safety aspects. WP7 will focus on exploitation and dissemination.
Project Scope
The use and manufacture of tools drives human technology and economy ever since. Tools from flintstone, one of the first hard materials used by man, were also among the first trans-regionally traded goods, spreading over hundreds or even thousands of km from their original location – in Europe and many other places in the world. In the last century, the sector of hard materials, and hence tooling, has seen great advances, such as the invention of cemented carbide (a composite mainly consisting of tungsten carbide and cobalt, WC-Co), man-made-diamond and the fully-synthetic hard material cubic boron nitride (cBN) with no analogue in nature.
The tooling that is built on critical and scarce raw materials (CRMs) occupies over 80 percent of the entire global tooling market just in metal cutting area. The CRM-containing tooling is divided into three major material groups: Cemented carbide, polycrystalline diamond and cBN, and tool steels, in the descending order of importance and CRM impact. Consequently, a huge consumption of tooling leads to significant use of these critical and scarce raw materials, tungsten and cobalt globally.
In this project Flintstone2020, excellent scientific partners, world-leading companies have committed themselves to join forces and know-how to develop the next generation of superhard materials and solutions in tooling, which do not rely on CRM’s.
The overall aim of this project is to provide a perspective for the replacement of two important CRMs – tungsten (W) and cobalt (Co) – which are the main constituents for two important classes of hard materials (cemented carbides/WC-Co, and PCD/diamond-Co), by developing innovative alternative solutions for tooling operating under extreme conditions in the following application areas:
1. Machining ferritic and perlitic materials (steels and irons);
2. Machining austenitic materials (stainless steels and superalloys);
3. Machining titanium alloys and other special materials (composite materials);
4. Machining martensitic materials (hardened steels);
5. Cutting and processing rock and concrete.
Project Technical Description & Implementation
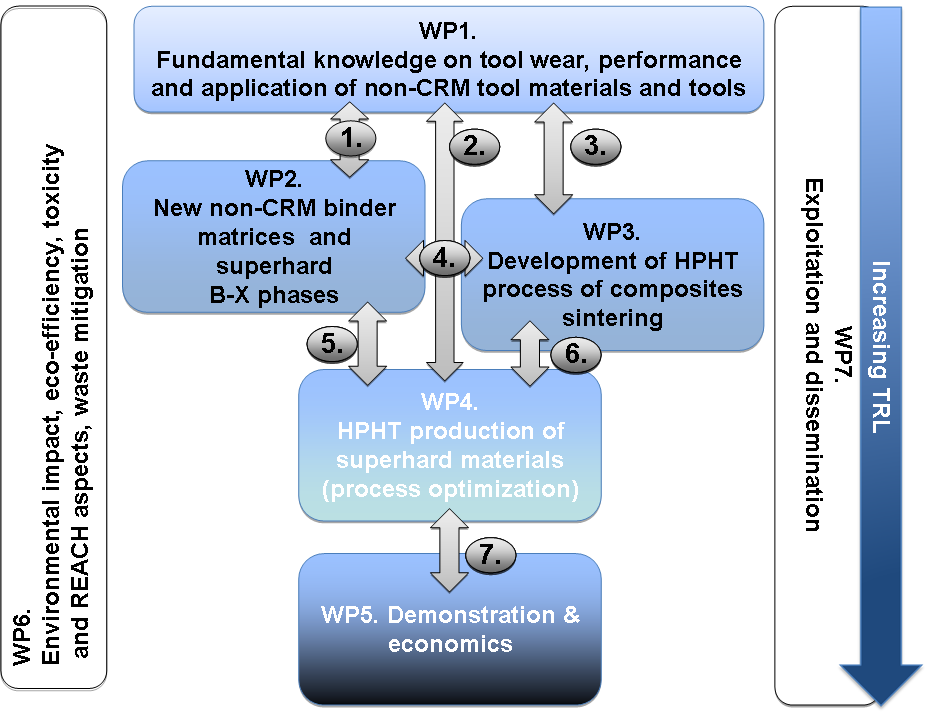
An overview indicating the interactions of the individual work-packages within the project is given in the figure below. The TRL-level increases with increasing WP Number and of course also with the progress of the project. First, the fundamental knowledge on mechanical properties and wear of different tools, gained in machining tests and dedicated experiments is passed on along (1.) (2.) and (3.) to the respective WPs.
In the initial stage of the project, this will help the partners in WP2, WP3 and WP4 e.g. to narrow down their choice of binder systems and/or target certain microstructures for the composite synthesis. In the development stage of the project (Q3-Q10), samples produced within the respective WPs and their TRL-level will be repeatedly passed back to WP1. along the same paths (1.) (2.) and (3.) for testing and evaluation:
- WP2: small samples with 3-9 mm Ø for testing the fundamental behavior of new B-X phases and particularly as a feedback for binder matrix improvement
- WP3: samples (12 mm Ø) from individual HPHT runs for characterization and testing to guide high pressure sintering process optimization
- WP4: demonstrator cutting tools from full size HPHT synthesis test runs prepared via laser cutting and consecutive macro- and micro shaping of tool geometry within WP5 (via (7.)).
 While basic characterization of the sintered material and hence feedback on sintering parameters is performed directly within WP4, performance testing of the finished tools represents an overall evaluation of the entire production chain. As the project proceeds, new binders/compositions and processing/sintering procedures developed in WP2 and WP3 will be implemented along (5.) and (6.) in WP4. Connection (4.) from WP2. to WP3. will be used for up scaled synthesis of novel B-X phases or synthesizing larger specimen of newly developed composites for more comprehensive characterization within WP1. This may be accomplished by transfer of starting materials and/or preparation procedures from WP2. to WP3. At that stage, these materials are still exploratory in nature and would not be suitable for large scale synthesis.
While basic characterization of the sintered material and hence feedback on sintering parameters is performed directly within WP4, performance testing of the finished tools represents an overall evaluation of the entire production chain. As the project proceeds, new binders/compositions and processing/sintering procedures developed in WP2 and WP3 will be implemented along (5.) and (6.) in WP4. Connection (4.) from WP2. to WP3. will be used for up scaled synthesis of novel B-X phases or synthesizing larger specimen of newly developed composites for more comprehensive characterization within WP1. This may be accomplished by transfer of starting materials and/or preparation procedures from WP2. to WP3. At that stage, these materials are still exploratory in nature and would not be suitable for large scale synthesis.
During the finalizing stage of the project (~Q11–Q16) developed non-CRM-solutions for the new tooling materials which have been successfully implemented in large scale production at WP4 will be subjected to field tests in cooperation with end users to determine performance and productivity. WP5 will process all data gained in these tests, as well as that from the production process of the tools from WP 4 to determine their cost to performance analysis.
The whole process will be mediated and supported by WP7 with respect to exploitation and dissemination of the newly gained results within every development step and work-package. WP 6 will advise individual WPs with respect to environmental impact and potential toxicity of materials considered for use (preferably WP3 and 4) and monitor the entire work flow towards the more industrially oriented WPs 4 and 5 with respect to the entire expected live cycle of the upcoming products, including eco-efficiency of the overall process and reduction/mitigation of waste in its various steps.
Results Achieved
The work in WP1 has so far been concentrated on the identification of wear mechanisms of reference tool materials in selected machining operations. Another activity in WP1 was dedicated to the build-up of setups and infrastructure for quantitative characterization of individual wear mechanisms for their later modelling. Significant effort was dedicated to machining process temperature simulation – a parameter that drives and controls all wear mechanisms.
In WP2, CNRS investigated chemical interaction and phase relations in the binary B-X systems (X = N, P) and comprehensively characterized three new superhard B-X phases. TUBAF established preparation routines for new binder components. Six binder systems were chosen for further process and property optimization, to be followed by preliminary cutting tests at WP1.
The work in WP3 has been devoted to sintering of diamond- and cBN-based composites at high pressure and temperature with the use of different binders. Main efforts were concentrated on experiments at pressures above 7 GPa and temperatures above 2000 °C. To maintain these extreme high parameters the new design of high pressure cell was developed.
To date, E6 has delivered a new design of reaction vessel, which balances temperature and pressure requirements for ultra-high pressure and temperature running conditions. This new reaction vessel design is an important part of WP4, which will allow for a wide range of sintering conditions to be accessed by possible material systems from WP2 and 3, leading to WP4 productionisation deliverables. E6 has also worked closely with partners in WP2 and WP3 to improve on powder processing routes and manage production scaling up risks. This will be a continued focus for WP4 in the next 12 months, in the ramp-up to productionisation of the three most promising superhard materials for a more sustainable future.
In WP5, a modularized FE-model has been developed to be able to customize the tool micro geometry to the specific material properties that will be achieved for the new non-CRM based tool materials. Benchmark FE simulation studies have been done for reference stainless steel workpiece (AISI 316L) with reference tool materials. Furthermore, a cost breakdown model has been developed that can be used as a basis for comparison between conventional tool materials and the materials developed in the Flintstone2020, also accounting for tool material performance. Additionally, several different models and model solutions for the calculation of Cost to Performance Ratio have been proposed, which will be further developed.
In WP6, bifa has investigated recently published data on manufacturing as a reference of tooling and possible application of superhard materials, which has led to an initial dataset for LCA and eco-efficiency analysis. A first specification of the state of the art tool design for metal processing and rock cutting has been defined in cooperation with the project partners. With support from the consortium, bifa has determined, collected and analysed main and by-products with respect to substitution, viable recovery routes and re-use opportunities, and potential customers of different industries have been identified for recycling, recovery, re-use of the main and the by-products.
Impact
Pushing the EU to the forefront in the area of sustainable raw materials substitution.
Replacement of CRM based tools in machining of steel is technically very difficult, requiring unique results that are only achievable by bringing together scientific excellence from Europe. Flintstone2020 contributes to one of Europe’s main challenges to create a pan-European raw materials knowledge base, developing innovative sustainable technological solutions. It will support the EU with building up the raw materials knowledge base with information, flows and dynamic modelling system for primary and secondary raw materials; Together with the links towards the KIC RawMatTERS and the SPIRE initiative, the consortium will contribute to pushing Europe’s knowledge in substituting CRMs for more sustainable raw materials.
Improved competitiveness and creation of new jobs in materials producing and downstream industries, demonstrated by a return-on-investment study
Raw materials are fundamental to Europe’s economy, growth and jobs and are essential for maintaining and improving our quality of life. It has been estimated that 30 million jobs in the EU are directly reliant on access to raw materials1. However, much of Europe’s industry and economy is reliant on international markets to provide access to essential raw materials. In the broader context of raw materials supply concerns are also being raised over the origin and responsible sourcing of raw materials, leading to renewed concerns over supply for various materials such as cobalt and gold. Therefore, this project will have impact on the job market and economic security in Europe, even when concrete impact is very hard to judge. Moreover, tools and tooling systems are a high-tech product, which requires a constant professional development of the personnel who develop tools as well as training of personnel using tools down-streams. An important way to engage in professional development is to participate in research projects such as Flintstone2020 that’s leading to new products (Tools). New products with desirable characteristics are a general requirement to maintain and strengthen its position on the global market. A strengthened market position gives good prospects for increasing number of jobs, the tax base, improving the working environment, etc.
Contribution to the large-scale adoption of the new cost-effective technology in the EU
Implementing the replacement of CRM based tools in machining of steel requires a convincing economic viability assessment to persuade the market. The product cost directly linked to the tool varies between 4-20 %, depending on the application area, while in many cases the tool can create a product related value of over 70 % down-streams. A strong expertise in the tooling area has a big effect on the industry and society in general. The value created through knowledge and increased competitiveness in the tooling industry and the use of tools within the rest of the industry is obviously difficult to estimate. For example, the turnover in the tooling industry in Sweden is about € 12.5 billion every year. The value of exported tools is approximately € 10 billion. The tools are directly involved in an annual refining of Swedish products corresponding to a turnover of about € 60 billion. In addition to the physical development of the new tooling concept, it is important that generic knowledge resulting from the project is adapted to teaching materials, textbooks and courses which can be used by companies and academia.
Availability of new materials with improved performance under extreme conditions
Flintstone2020 contributes to new high performance non-CRM based materials that solve unsolved problems and allows for better and more effective solutions to established solutions. It has a focus on tools for metal cutting and rock processing, but access to these new materials will also have impact on other areas, such as the close related application wear parts (17 % of the yearly world consumption of tungsten). In addition to this application, there are also good opportunities to use the results from Flintstone2020 in other applications that do not directly replace the CRM, such as in applications related to medical technology and the electro technology. A common factor is that the materials that have strong chemical stability at elevated temperatures also have this at lower temperatures where it has high chemical resistance e.g. some acids and body fluids. Another important benefit is that the group of tool materials developed within Flintstone2020 has extremely high performance with respect to strength or hardness to weight ratio, which is a general attractive property in many applications. A major part of the non-CRM based materials are nonelectric conductive which gives possibilities of use in electronic devices, e.g. switchers and equipment for high voltage products under extreme conditions. Availability of new materials that allow more effective design solutions are contributing to increased competitiveness. We also have the ability to manufacture materials within the EU and at the same time be independent of imported commodities, this provides extra advantages on the global market.
1 COM(2008) 699 final Communication on the Raw Materials Initiative “Meeting our critical needs for growth and jobs in Europe”
Contribution to EIP raw materials targets
The main goal for Flintstone2020 is to develop non-CRM based tooling concepts. We can develop products based on the results of Flintstone2020 with respect to our own conditions where different expertise, leaders in their respective specialties interact and cooperate (academy, institutes and industry) across more or less the overall scale of TRL but focus on TRL 2-5.
Significant contribution to reduced dependency on CRMs in the medium term
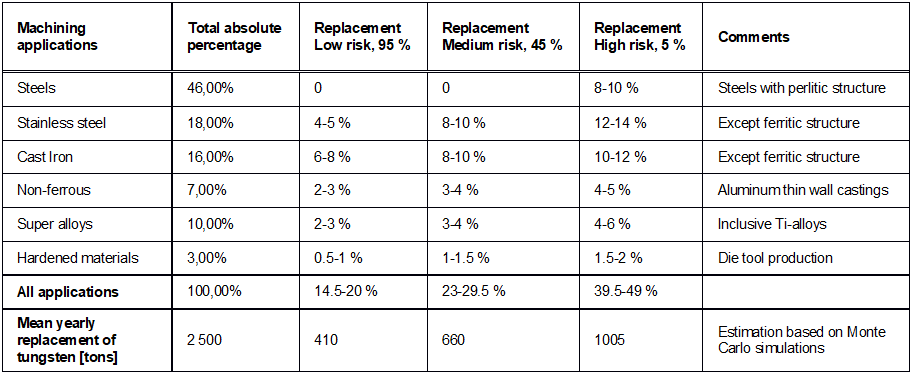
The EU Commission Report shows that the EU is heavily dependent on imports of tungsten and cobalt. The EU assets of tungsten makes up only about 2 % of the world’s assets at the same time as EU consume 13 % or equivalent 12 000 tons (2011). The EU imports the majority of tungsten from China and Russia. When China modified its exports policy of tungsten, for example, because of its own needs, the fluctuations in price was more than 100 %, which indicates the sensitive situation. The corresponding dependencies of cobalt are not quite as large. The EU’s dependence on tungsten is complex because our industry such as tooling manufacturers Sandvik, SECO and Walter re-exports processed products extensively based on CRM. A further factor complicating the analysis is the recycling of cemented carbide. The recycling rate has increased simultaneously with the price of tungsten and of used cemented carbide on the recycling market. Approximately 22 % of tungsten is used for tools in area of metal cutting and 26 % is used for rock processing. If a linear translation to the EU conditions is used, which is a rough estimate, slightly more than half of the tungsten within the EU, i.e. about 6 000 tons is going to the main applications benefiting from this project. The estimation below focuses mainly on the field of metal cutting and the use of tungsten because this area has the most comprehensive statistical coverage and therefore makes the estimation as plausible as can be. This project focuses on finding technical solutions, which allows the replacement of CRM-based tools in parts of the selected applications that have a particularly high potential.
Table 2.1. An estimation of the absolute percentage of the current use of cemented carbide which could be replaced with non-CRM based tool materials with the possibility of 95 %, 45 % respectively high risk with the possibility of 5%.
Moreover, the project targets societal and environmental challenges from EIP on Raw Materials such as:
- Reduction of waste generation by 10% minimum: Flintstone2020 will work on different solutions and strategies to reduce the waste generation of superhard materials, by optimising the yields and developing recycling systems. The utilisation of energy, water, consumables, raw materials, by-products will be assessed and strategies for mitigation, recovery and use on other industries will be investigated for their eco-efficiency potential. From this aspect, the potential for a cradle-to-cradle utilisation will be analysed though the focus of the project will be cradle-to-grave.
- Boosting resource efficiency and promoting recycling, with the activities planned in WP6
- Substituting CRM’s for at least 5 application areas as mentioned in section 2
- Expanding European raw materials knowledge base with information, flows and dynamic modelling system for primary and secondary raw materials